New not-for-profit seeks to rebuild unique steam locomotive, CSR's Ward assists in the process
The Nashville Steam Preservation Society announced today its intentions to seek a lease agreement with Metro Nashville to move, inspect, and rebuild to operation Nashville, Chattanooga & St. Louis 4-8-4 type steam locomotive number 576. The newly-formed group is comprised of some of the most respected and experienced steam preservationists in the industry.
CSR President Davidson Ward has assisted the group from its nascence. In addition to designing the logos and graphic standards of NSPS, Ward has been involved in negotiations with Metro Parks regarding 576, has served as a strategic advisor to matters ranging from fundraising strategy to facilities designs, and is involved in many of the strategic planning matters undertaken by NSPS.
![The "Stripe" with a few of the NSPS folks in front of its 70" driving wheels. From left to right: Jim Wrinn [Editor of Trains Magazine & NSPS Board Member], Shane Meador [NSPS President], Jason Sobzynski [Steam Mechanic and NSPS Advisor] and Dav…](https://images.squarespace-cdn.com/content/v1/55e5ef3fe4b0d3b9ddaa5954/1461538218067-XKVQMYFCQOX6L30B8FKX/image-asset.jpeg)
The "Stripe" with a few of the NSPS folks in front of its 70" driving wheels. From left to right: Jim Wrinn [Editor of Trains Magazine & NSPS Board Member], Shane Meador [NSPS President], Jason Sobzynski [Steam Mechanic and NSPS Advisor] and Davidson Ward [CSR President and NSPS Advisor]. Photo: S. Ward
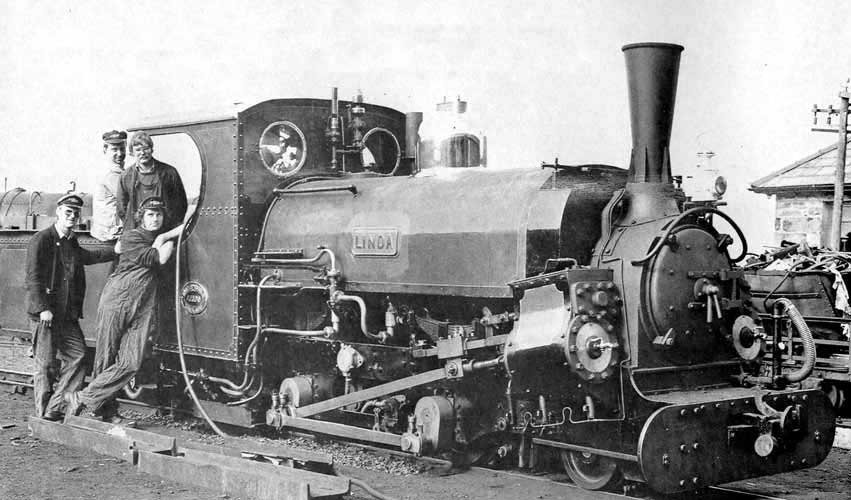
Built in 1942, locomotive No. 576 was designed and built utilizing the most modern technology of the day. Before its preservation, it roamed the southeast pulling freight and passenger trains, most notably during the busy years of World War II.
The restoration of No. 576 will enhance the locomotive’s value to Nashville and the region as a living historical artifact instead of a static park display. Passengers and spectators will be able to ride behind it and experience the sights, sounds, and impressions of a major steam locomotive in operation.
To reach this goal, the organization must reach a lease agreement with Metro Nashville, move the engine to a shop at the Tennessee Central Railway Museum, and raise a significant amount of money before embarking on the work.

NSPS President Shane Meador also serves as a technical advisor to CSR. Photo: D. Ward
“We are excited about this proposal to help secure locomotive No. 576’s future, and are looking forward to working with Metro Parks, the Tennessee Central Railway Museum, and the Nashville and Eastern Railroad to bring this Nashville Icon back to life to educate and operate it for the good Citizens of Nashville,” said President Shane Meador of the preservation society. “As a native of Nashville, I am thrilled to have the opportunity to pursue returning this one-of-a-kind locomotive to operation.”
Once operational, No. 576 will pull the Tennessee Central Railway Museum’s restored passenger cars on the Nashville & Eastern Railroad, also used by Nashville’s “Music City Star” Commuter operation. Excursions would originate downtown.
A 14 car-long matching stainless steel TCRM railway excursion, behind its fleet of first generation diesels, rounds the curve near Mt. Juliet in March 2016. It would look nice with a 4-8-4 on the point. Photo: D. Ward
“The locomotive 576 has been an important part of Centennial Park since 1953. The Park Board will be thoughtful in their assessment to ensure that any lease honors the intent of the original donors, retains public access, and provides for responsible stewardship going forward. The opportunity to ride a steam train out of Riverfront Park could be a much richer experience than the current static observation available in Centennial Park and is worthy of consideration,” said Parks Director Tommy Lynch. If approved by the Park Board, the agreement would next go to Metro Council for approval.
“Having worked on more than 20 steam locomotive restoration projects, I am excited about this proposal to return such a unique technological marvel to operation for the Citizens of Metro Nashville,” said steam locomotive expert Gary Bensman, a member of the organization’s board of directors. “Given the condition and disrepair of the locomotive following more than 60 years of being exposed to the elements, this proposal comes at a critical time to ensure the locomotive can be preserved for future generations.”

NSPS plans to raise $3 million to restore the locomotive, which will take place just a couple of miles from downtown Nashville. The organization is also seeking an additional $2 million to construct a permanent, visitor- friendly home and facility for the locomotive that will allow for its continued maintenance as well as to provide an interactive educational environment.
The organization has already received pledges of more than $200,000 to launch this campaign, and will continue seeking private and corporate supporters. After an agreement is reached with Metro, the locomotive will not be moved out of Centennial Park until an initial capital goal of $500,000 is reached to ensure funding throughout the first phase of this six phase project. In addition, the Nashville & Eastern Railroad has sent a letter of commitment stating that it will allow the locomotive to run on its tracks, and the Tennessee Central Railway Museum has pledged the use of its fleet of vintage, restored passenger cars. This proposal also provides a set number of free tickets, annually, to children and seniors of Metro Parks sponsored Community Centers for excursion trains once the 576 is operational.